

新闻资讯
磨削案例
怎么样来选择内孔打磨砂轮?
- 分类:砂轮百科
- 作者:湖南兴大
- 来源:
- 发布时间:2021-03-06 14:27
- 访问量:
【概要描述】内圆磨砂轮直径不宜太大或太小;磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降低。

怎么样来选择内孔打磨砂轮?
【概要描述】内圆磨砂轮直径不宜太大或太小;磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降低。
- 分类:砂轮百科
- 作者:湖南兴大
- 来源:
- 发布时间:2021-03-06 14:27
- 访问量:
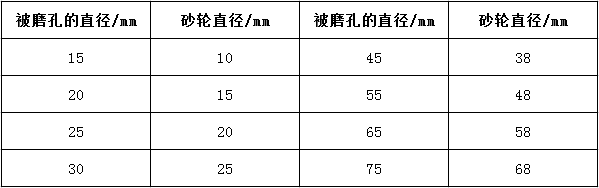
内圆磨砂轮直径不宜太大或太小;磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降低。为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,主要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆磨砂轮直径选择可参考下表。
内圆磨砂轮宽度不宜太宽或太窄内圆磨削时;如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增大,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。


CONTACT US
电话:0731-85264488 移动电话:13397411338 / 13647318258
邮箱:xdmlmj@126.com
地 址:中国 湖南 长沙市雨花区 新兴路268号国际企业中心12栋303

微信公众号